

【導(dǎo)讀】出現(xiàn)在20世紀(jì)70年代的表面貼裝技術(shù)SMT,是指在印制電路板焊盤上印刷、涂布焊錫膏,并將表面貼裝元器件準(zhǔn)確的貼放到涂有焊錫膏的焊盤上,按照特定的回流溫度曲線加熱電路板,讓焊錫膏熔化,其合金成分冷卻凝固后在元器件與印制電路板之間形成焊點而實現(xiàn)冶金連接的技術(shù)。



錫膏是一種灰色膏體,是伴隨著SMT應(yīng)運而生的一種新型焊接材料,是由焊錫粉、助焊劑以及其它的表面活性劑、觸變劑等加以混合,形成的 膏狀混合物。在常溫下,焊膏可將電子元器件初粘在既定位置,當(dāng)被加熱到一定溫度時﹐隨著溶劑和部分添加劑的揮發(fā),合金粉的熔化,使被焊元器件和焊盤連在一起,冷卻形成永久連接的焊點。對焊膏的要求是具有多種涂布方式,特別具有良好的印刷性能和再流焊性能,并在貯存時具有穩(wěn)定性。

主要用于SMT行業(yè)PCB表面電阻、電容、IC等電子元器件的焊接。通俗的說,錫膏是一種用于連接零件電極與線路板焊盤的物料,該物料是主要成份為錫的合金,固化后可以起到導(dǎo)通零件電極與PCB的作用。
SMT全自動錫膏印刷工藝技術(shù)詳細(xì)介紹:
全自動錫膏印刷機至關(guān)重要:
solder paster也稱焊錫膏,灰色或灰白色膏體,比重界乎:7.2-8.5。一般為五百克密封瓶裝,也有特別定做的如針銅包裝或一公斤包裝,與傳統(tǒng)焊錫膏相比,多了金屬成分。于零到十度間低溫保存(五至七度最佳),日前也有常溫保存錫膏面市,效果仍不甚理想。
所謂的Reflow回流焊接,在表面貼裝工藝(SMT)中,是指錠形或棒形的焊錫合金,經(jīng)過熔融并再制造成形為錫粉(即圓球形的微小錫球),然后搭配有機輔料(助焊劑)調(diào)配成為錫膏;又經(jīng)印刷、踩腳、貼片、與再次回熔并固化成為金屬焊點之過程,謂之Reflow Soldering(回流焊接)。此詞之中文譯名頗多,如再流焊、回流焊、回焊(日文譯名)熔焊、回流焊爐、表面黏著SMT回流焊、SMT迴流焊爐等;筆者感覺這只是將松散的錫膏再次回熔,并凝聚愈合而成為焊點,故早先筆者曾意譯而稱之為“熔焊”。但為了與已流行的術(shù)語不至相差太遠(yuǎn),及考慮字面并無迂回或巡回之含意,但卻有再次回到熔融狀態(tài)而完成焊接的內(nèi)涵,故應(yīng)稱之為回流焊或回焊。
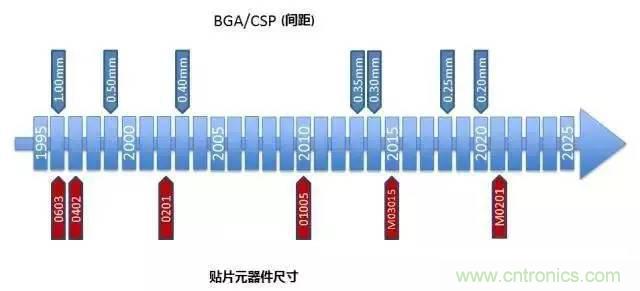
下圖是SMT元器件的發(fā)展歷程以及展望未來的發(fā)展趨勢。目前英制01005貼片器件和0.4 pitch的BGA/CSP 在SMT生產(chǎn)中運用比較普遍。公制03015貼片器件也有少部分在生產(chǎn)中運用,而公制0201貼片器件目前還只是在試產(chǎn)階段,預(yù)計未來幾年會逐漸在生產(chǎn)中運用。
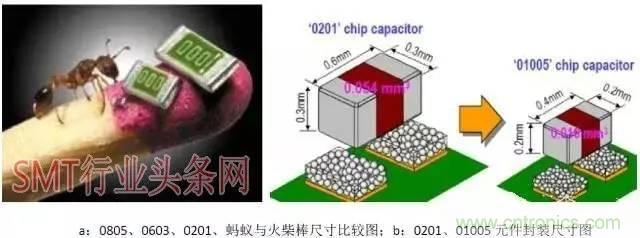
0201及01005元件引入的主要問題是尺寸小、工藝窗口小。0201約為0402尺寸的四分之一,而01005又為0201尺寸的四分之一(見下圖)。
0201/01005的裝配工藝涉及PCB焊盤要求、鋼網(wǎng)設(shè)計、錫膏、錫膏印刷工藝、貼片控制、回流焊參數(shù)等諸多因素。
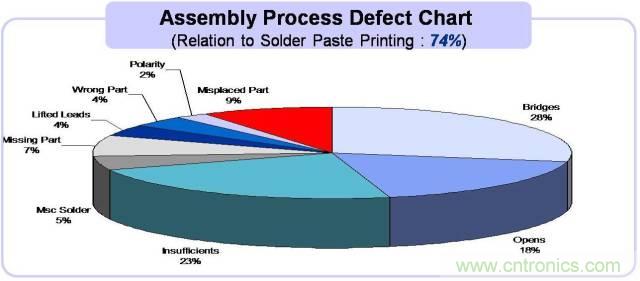
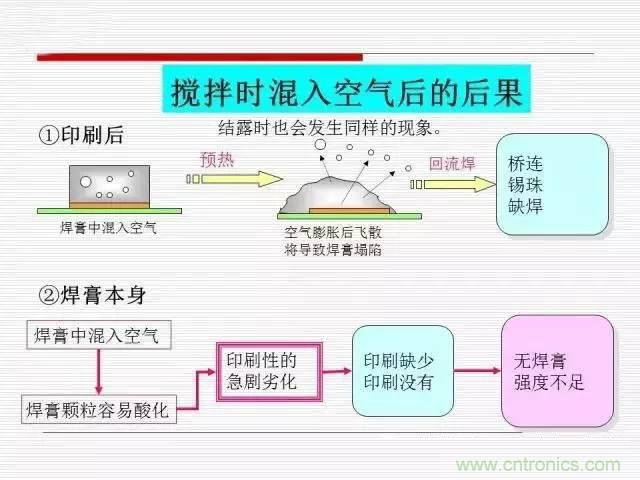
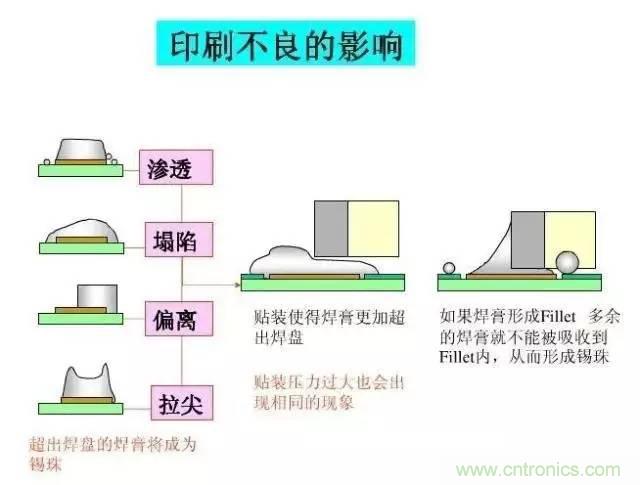
越來越小的元器件,對我們生產(chǎn)的工藝也將會越來越難,一次直通率的提升成了SMT工藝工程師的主要攻克目標(biāo)好任務(wù)。一般來說SMT行業(yè)60%以上的不良都和錫膏印刷有關(guān),錫膏印刷是SMT生產(chǎn)中的一道關(guān)鍵工序。解決了錫膏印刷的問題,就相當(dāng)于解決了整個SMT工序中大半的工藝問題。
一、錫膏與印刷工藝技術(shù)及不良分析:
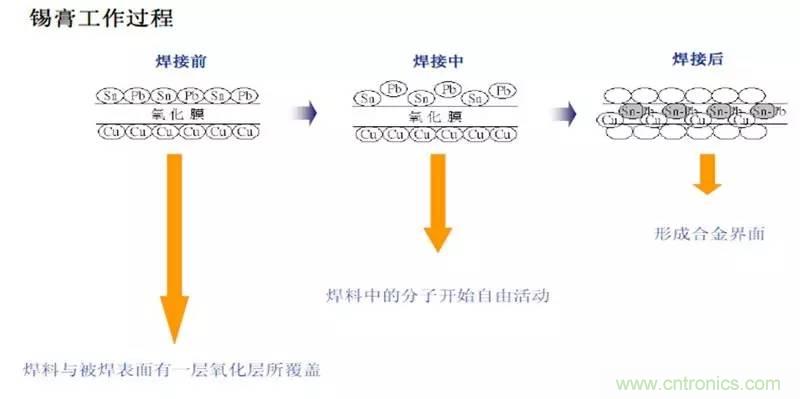
1.錫膏工作過程
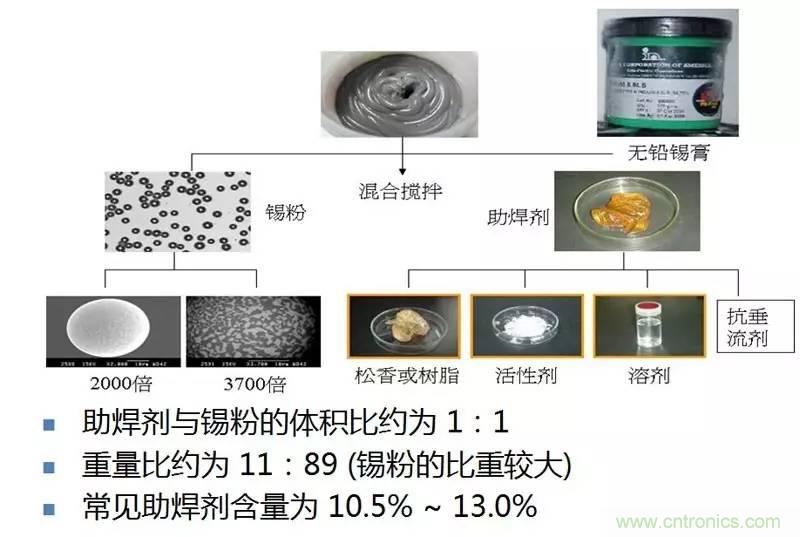
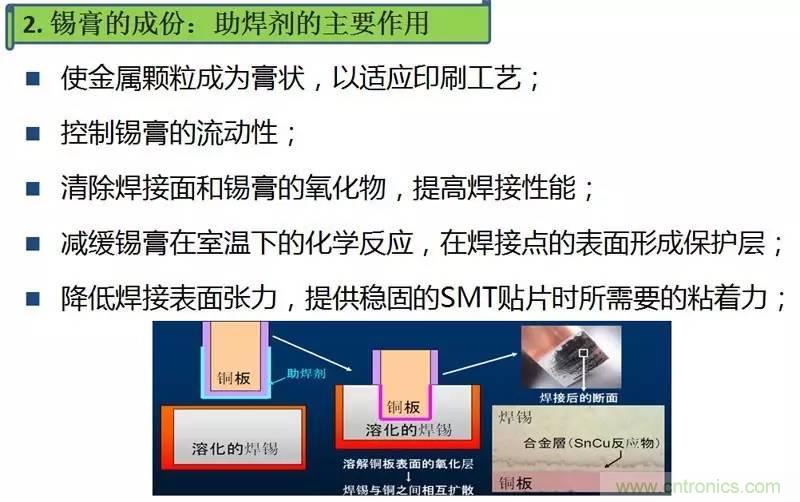
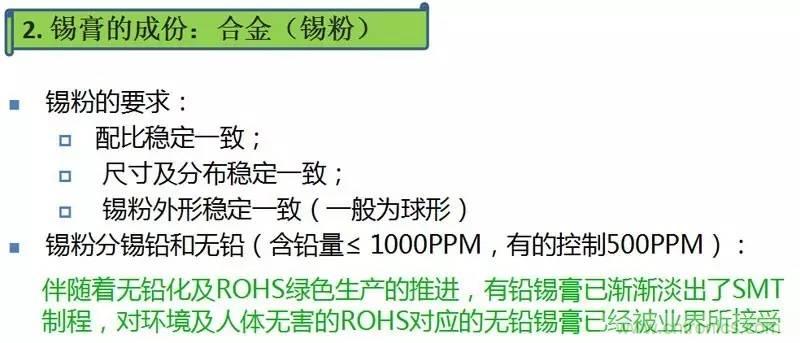
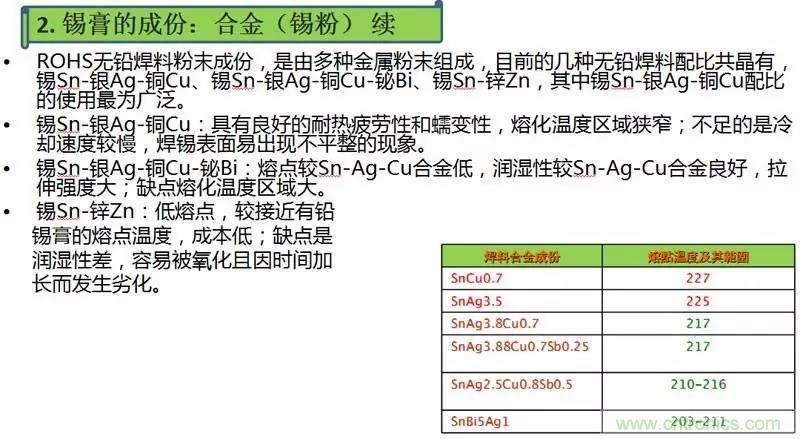
2. 錫膏的成份:
錫膏粉體規(guī)格與型號
規(guī)格與參數(shù)

規(guī)格型號




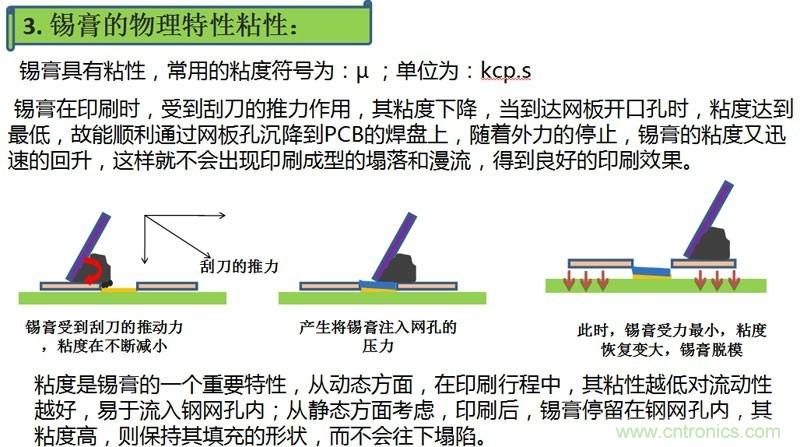
錫膏的印刷原理:
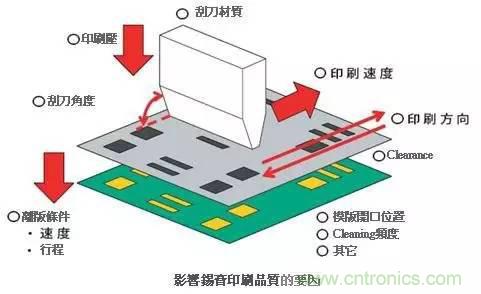
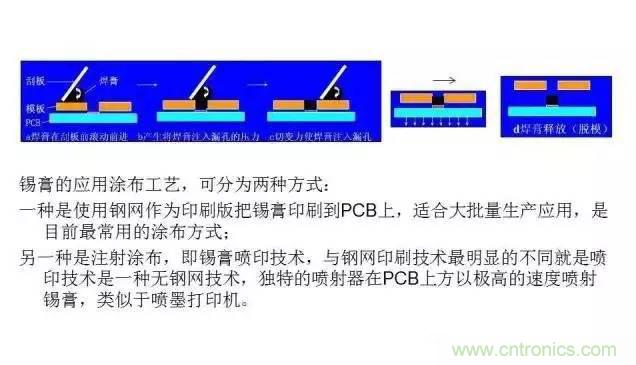
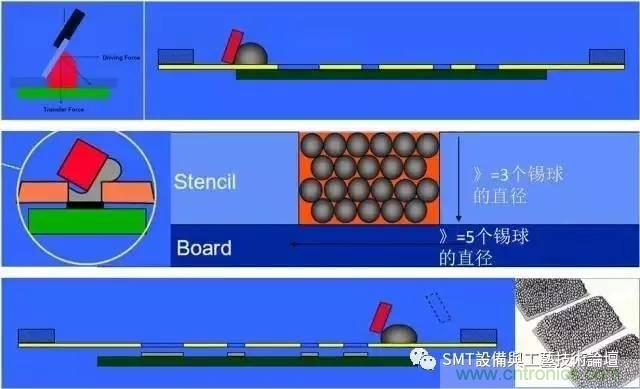
印刷是一個建立在流體力學(xué)下的制程,它可多次重復(fù)地保持,將定量的物料(錫膏或紅膠)涂覆在PCB的表面,一般來講,印刷制程是非常簡單的,PCB的上面與鋼網(wǎng)保持一定距離(非接觸式)或完全貼住(接觸式),錫膏或紅膠在刮刀的作用下流過鋼網(wǎng)的表面,并將其上的切口填滿,于是錫膏或紅膠便貼在PCB的表面,最后,鋼網(wǎng)與PCB分離,于是便留下由錫膏或紅膠組成的圖像在PCB上.
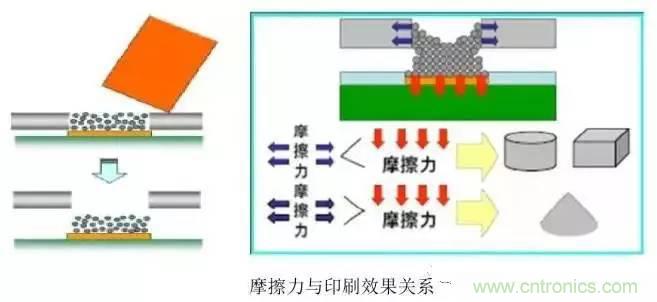
印刷參數(shù)與錫膏顆粒直徑、鋼網(wǎng)開口設(shè)計一樣,對于錫膏印刷都起著非常重要的作用,它們是決定印刷效果的三個主要因素。在印刷過程中,上述三個因素都將轉(zhuǎn)化為“摩擦力”,對印刷效果產(chǎn)生影響。而“摩擦力=錫膏粘度*接觸面積”,當(dāng)錫膏的粘度一定時,摩擦力的大小由接觸面積決定。錫膏與網(wǎng)孔內(nèi)壁接觸形成向上的摩擦力,對印刷效果起反作用;錫膏與焊盤接觸形成向下的摩擦力,對印刷效果有利。當(dāng)向上的摩擦力大于向下的摩擦力時,印刷效果差,往往出現(xiàn)拉尖或少錫的現(xiàn)象。反之,當(dāng)向上的摩擦力小于向下的摩擦力時,印刷效果較好(如圖下所示)。
錫膏印刷過程中,錫膏的粘度并不是一成不變的。隨著時間延長,鋼網(wǎng)上的錫膏會由于吸收空氣中水汽或助焊劑的揮發(fā)而造成錫膏粘度變化進(jìn)而影響印刷效果。除了可以通過適時添加新錫膏改善外,還可以通過下述調(diào)整方式來改善錫膏粘度:
①錫膏粘度隨溫度降低而增大,隨溫度升高而減小。一般要求控制在25±2.5℃。
②錫膏粘度與其運動的角速度成反比。
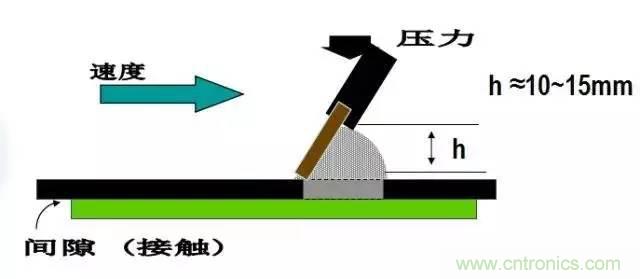
③錫膏在鋼網(wǎng)上印刷時的截面直徑越大,粘度越大;但同時錫膏暴露在空氣中時間過長會使其品質(zhì)劣化,一般都采用10-15mm錫膏滾動直徑。
④刮刀角度也可以影響到錫膏的粘度,角度越大,粘度越大,一般采用45°或60°兩種。
⑤印刷速度越大,錫膏粘度越小。


鋼網(wǎng)類型
重要的印刷品質(zhì)變量包括模板孔壁的精度和光潔度。保存模板寬度與厚度的適當(dāng)?shù)目v橫比(aspect ratio)是重要的。推薦的縱橫比為1.5。這對防止模板阻塞是重要。一般,如果縱橫比小于1.5,錫膏會保留在開孔內(nèi)。除了縱橫比之外,如IPC-7525《模板設(shè)計指南》所推薦的,還要有大于0.66的面積比(焊盤面積除以孔壁面積)。IPC-7525可作為模板設(shè)計的一個良好開端。
2.1 鋼網(wǎng)加工方式
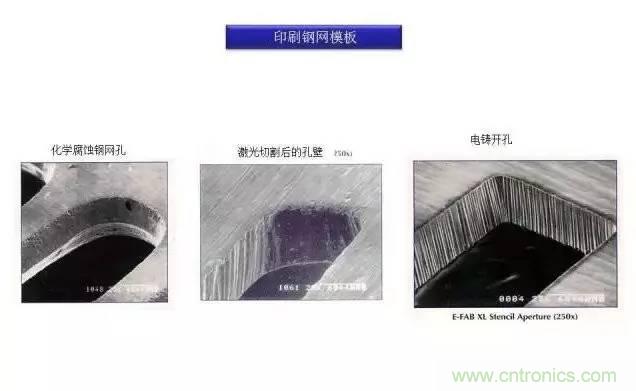
有實驗表明,同等條件下,電鑄鋼網(wǎng)印刷的錫膏量較激光切割的多。電鑄孔焊膏釋放量接近85%,而激光孔的釋放量則在70%-75%之間。不僅如此,前者體積偏差也更小。實驗還發(fā)現(xiàn),使用激光切割鋼網(wǎng)的0201裝配,其過程缺陷總數(shù)較電鑄的多。
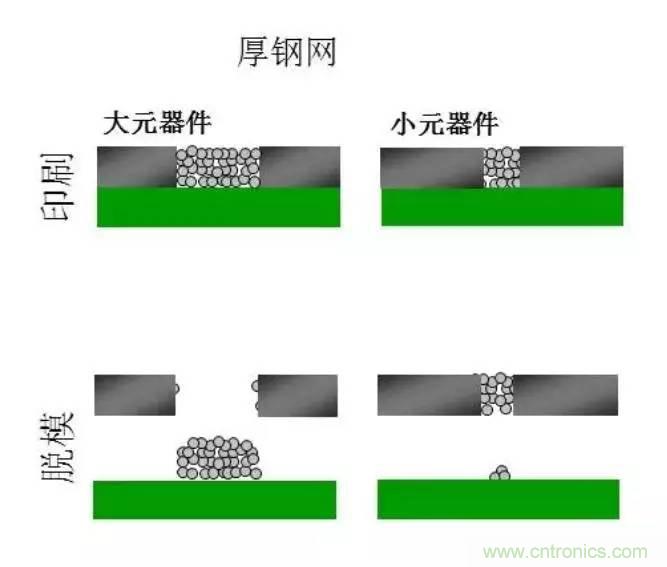
2.2 鋼網(wǎng)厚度
鋼網(wǎng)厚度主要與面積比有關(guān),即影響錫膏通過量。對0201元件而言,一般使用鋼網(wǎng)厚度為4-6mil,一般選用4mil或5mil居多。實際過程中,鋼網(wǎng)厚度應(yīng)結(jié)合元件特性、布局、開孔設(shè)計方式而定,以達(dá)到合適的面積比。
新型低溫錫膏(Low Temperature Solder,簡稱LTS)焊接工藝,這是一種創(chuàng)新性的表面焊接技術(shù),能夠有效減少電子產(chǎn)品制造過程中的熱量、能耗與碳排放,同時可進(jìn)一步降低企業(yè)生產(chǎn)成本。
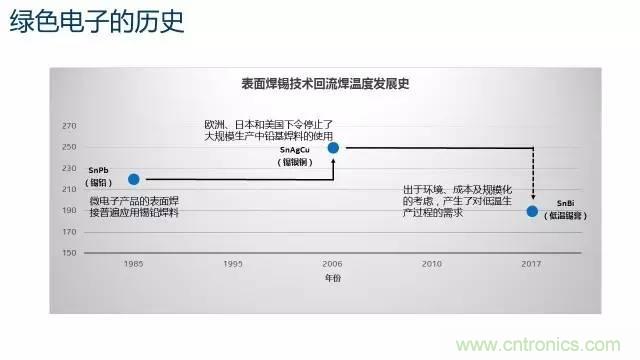
這項工藝的一大殺手锏是,原件焊接最高溫度只有180攝氏度左右,比傳統(tǒng)方法降低了大約70度,直接緩解了電子產(chǎn)品制造過程中的高熱量、高能耗問題。整個測試和驗證過程使用低溫焊料,利用現(xiàn)有回流焊設(shè)備,在降低生產(chǎn)成本的同時成功實施新工藝。
這項工藝也能顯著減少碳排放,并提高設(shè)備可靠性。聯(lián)想計劃2017年在8條SMT生產(chǎn)線實施新型低溫錫膏焊接工藝,預(yù)計可減少35%碳排放。截至2018年底,聯(lián)想將有33條SMT生產(chǎn)線(每條生產(chǎn)線配備兩部焊接爐)采用新工藝,預(yù)計每年可減少5,956噸CO2排放,相當(dāng)于670,170加侖汽油燃燒產(chǎn)生的二氧化碳排放量。新工藝在“烘烤”過程中減少了熱應(yīng)力,進(jìn)一步提高了設(shè)備可靠性。在早期部署階段,聯(lián)想發(fā)現(xiàn)制造過程中印刷電路板翹曲率降低了50%,每百萬零件的缺陷率也有所減少。
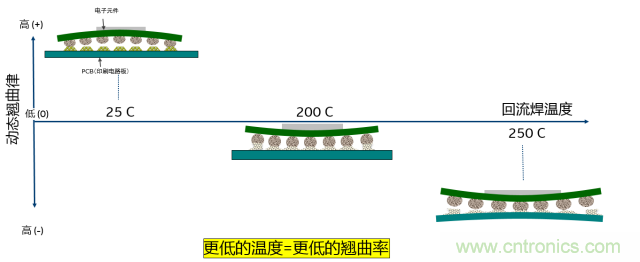
低溫錫膏焊接的峰值溫度由250°C降至180°C左右,并將印刷電路板翹曲率降低了50%以上
新型低溫錫膏焊接工藝可廣泛應(yīng)用于所有涉及印刷電路板的電子行業(yè)制造流程,更為產(chǎn)品集成化拓展了更大的設(shè)計自由度和想象空間。
有研究表明,印數(shù)速度、脫模速度、印刷速度和脫模速度的交互作用是影響0201貼裝的顯著因子,且較低的印數(shù)速度與脫模速度可以降低0201元件的貼裝不良率。

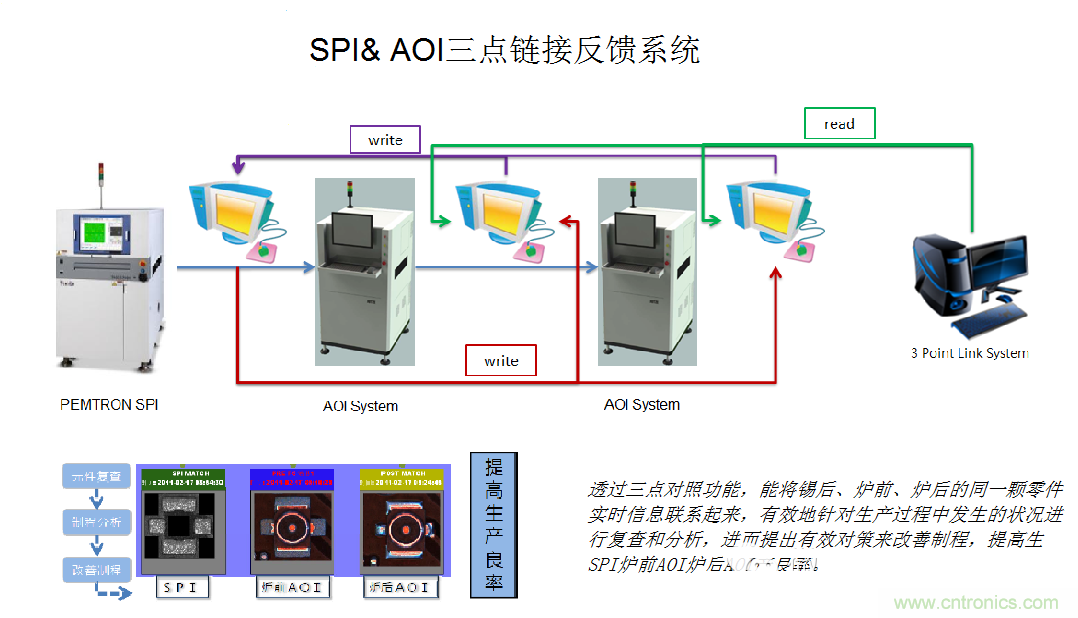
在線3D-SPI錫膏印刷厚度檢測儀設(shè)備絕對是焊接行業(yè)內(nèi)重量級裝備。

連線三點鏈接反饋;

本文轉(zhuǎn)載自SMT設(shè)備與工藝技術(shù)論壇公眾號。
推薦閱讀:



